Teflon Coating
- Non-Stick Food Processing
- Abrasion Resistant Roller
- Anti-corrosion Tank
- Acidproof Duct & Jig
- Antirust & Lubricative Bolts
- Conduction & ESD
Teflon Lining
- PTFE Lined Pipe & Fittings
- PTFE,PFA hose&tubes
- FRP Storage Tank Lined PTFE/ PVDF
- SUS Tank Lined PTFE/ PVDF
- PTFE/ PVDF Stirrer
- PTFE/ PVDF Overflow Tank
Fluoropolymer Customization
Functional Coating
Contact Information
TEL.+886-3-460-1122
FAX.+886-3-450-6677
E-mail.allfluo@all-fluo.com.tw
ADD.No.18, Ln. 611, Donglong St., Pingzhen City, Taoyuan County 324, Taiwan (R.O.C.)

鐵氟龍塗裝前基材注意事項
Fluoro-resin Coating Material Information
塗裝基材耐溫要夠
※本公司採空燒法脫脂處理,空燒爐一般需加熱到400℃,20分鐘;因此需加工基材必須能耐400℃以上不變形、不融化、不劣解。
塗裝基材設計淨長度
要將膜厚估算在內。尤其是需要再次研磨精加工的產品,例如:長100mm,噴厚1mm,成品即成102mm。
塗裝基材預防架橋情況
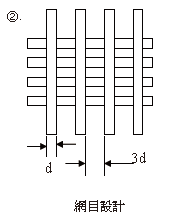
#16以下的鐵線其間隙必須要有3倍以上的直徑;6.4mm以上的鐵線就不用考慮。
塗裝基材鐵線尾部磨圓
鐵件的尾端或鐵線的尾部要磨圓,才利於塗裝。
塗裝基材圓角越大越好
內R銳角要弄成圓角,外R有銳角時該區塗裝厚度會變薄,至少要半徑2R以上。
塗裝基材如有彎曲時間隙

鐵件彎曲時要留6.4mm的間隙
塗裝基材孔的直徑
孔的直徑要比深度還大,孔的直徑若小於50mm,內部不能塗裝。
塗裝基材孔最小限度
薄鐵板的孔直徑最小限度是3.2mm,比此還小會產生架橋情況。
塗裝基材焊道處理
※需塗裝面的表面及焊道不可有任何尖銳突起物及砂孔、氣孔。