制造业界的F4- Fluoro, Fast, Friendly, Favorable

铁氟龙涂装前基材注意事项
Fluoro-resin Coating Material Information
涂装基材耐温要够
※本公司采空烧法脱脂处理,空烧炉一般需加热到400℃,20分钟;因此需加工基材必须能耐400℃以上不变形丶不融化丶不劣解。
涂装基材设计净长度
要将膜厚估算在内。尤其是需要再次研磨精加工的产品,例如:长100mm,喷厚1mm,成品即成102mm。
涂装基材预防架桥情况
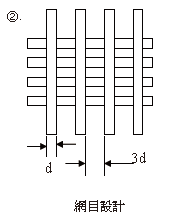
#16以下的铁线其间隙必须要有3倍以上的直径;6.4mm以上的铁线就不用考虑。
涂装基材铁线尾部磨圆
铁件的尾端或铁线的尾部要磨圆,才利於涂装。
涂装基材圆角越大越好
内R锐角要弄成圆角,外R有锐角时该区涂装厚度会变薄,至少要半径2R以上。
涂装基材如有弯曲时间隙

铁件弯曲时要留6.4mm的间隙
涂装基材孔的直径
孔的直径要比深度还大,孔的直径若小於50mm,内部不能涂装。
涂装基材孔最小限度
薄铁板的孔直径最小限度是3.2mm,比此还小会产生架桥情况。
涂装基材焊道处理
※需涂装面的表面及焊道不可有任何尖锐突起物及砂孔丶气孔。